

I. Einführung in den Entschwefelungsabsorber
Die Hauptfunktion des Entschwefelungsabsorbers besteht darin, die mit Kalkstein und Gips vermischte Aufschlämmung durch die Umwälzpumpe und die Sprühschichtleitungen zu zirkulieren und zu versprühen, um das Schwefeldioxid im in den Absorber eintretenden Rauchgas zu absorbieren. Das von der Aufschlämmung absorbierte Schwefeldioxid reagiert mit dem Kalkstein und dem in den Absorber eingeblasenen Sauerstoff zu Calciumsulfat-Dihydrat (Gips). Anschließend wird der entstandene Gips über die Gipsaustragspumpe zur Entwässerung in das Gipsentwässerungssystem abgelassen.
II. Drei Funktionsbereiche des Entschwefelungsabsorbers
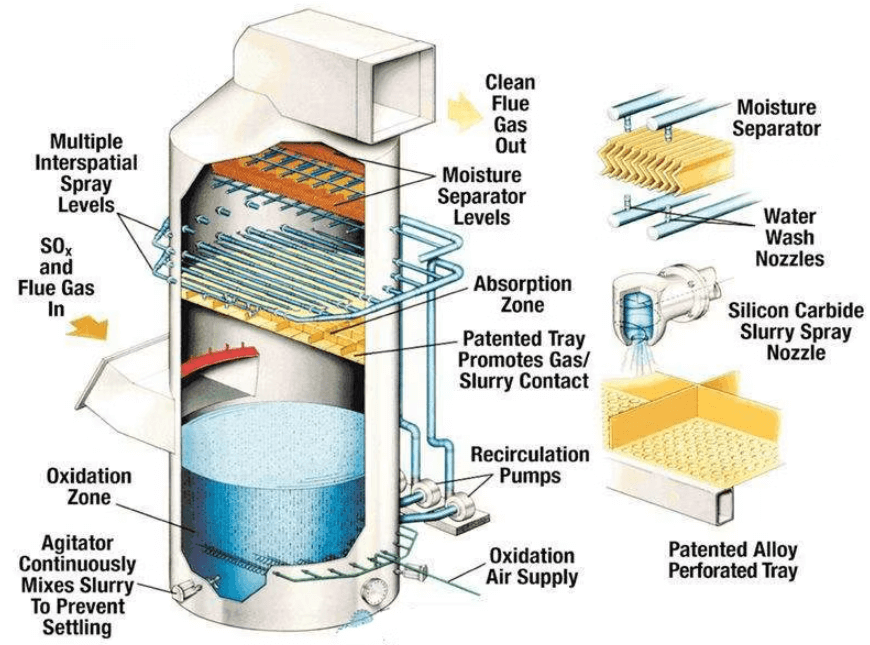
Der Absorber lässt sich von oben nach unten in drei Funktionsbereiche unterteilen: Oxidationskristallisations-, Absorptions- und Entfeuchtungszone.
(1) Die Oxidationskristallisationszone bezieht sich auf den Schlammpool des Absorbers und ihre Hauptfunktion besteht darin, Kalkstein aufzulösen und Calciumsulfit zu oxidieren.
(2) Die Absorptionszone umfasst den Absorbereinlass, die Wanne und mehrere Sprühschichten. Auf jeder Sprühschicht befinden sich mehrere Hohlkegeldüsen. Die Hauptfunktion des Absorbers besteht in der Absorption von sauren Schadstoffen und Flugasche im Rauchgas.
(3) Die Entnebelungszone verfügt über zweistufige Entnebelungseinrichtungen oberhalb der Sprühschicht. Ihre Hauptfunktion besteht darin, die Tröpfchen im Rauchgas abzuscheiden und so die Belastung der nachgeschalteten Anlagen und die Dosierung des Absorptionsmittels zu reduzieren.
Die Absorptionsfläche des Absorbers bezeichnet den Bereich zwischen der Mittellinie des Absorbereinlasses und der obersten Sprühschicht. Die aufgesprühte Suspension wäscht das schwefelhaltige Rauchgas in diesem Bereich. Eine ausreichende Höhe der Absorptionsfläche gewährleistet eine höhere Entschwefelungsrate. Je höher die Höhe, desto geringer ist die erforderliche Förderleistung der Umwälzpumpe bei gleicher Anforderung an die Entschwefelungsrate.
Die Sprühzone des Absorbers ist definiert als:
(1) Sprühturm: 1,5 m unterhalb der untersten Düse bis zum Austrittsbereich der obersten Düse.
(2) Flüssigkeitssäulenturm: vom Auslass der untersten Düse bis 0,5 m über der höchsten Flüssigkeitssäule, wenn alle Schlammumwälzpumpen laufen.
Der Absorber ist das Herzstück der Rauchgasentschwefelungsanlage. Er erfordert eine große Gas-Flüssigkeits-Kontaktfläche, eine gute Gasabsorptionsreaktion und einen geringen Druckverlust. Er eignet sich für die Rauchgasbehandlung mit großer Kapazität. In diesem Gerät werden die folgenden primären Prozessschritte durchgeführt:
① Absorption schädlicher Gase in Waschschlamm;
② Trennung von Rauchgas und Waschschlamm;
3 Neutralisierung der Aufschlämmung;
④ Oxidation von Zwischenneutralisationsprodukten zu Gips;
⑤ Gipskristallisation.
III. Absorberzusammensetzung
Der Absorber besteht im Allgemeinen aus einem Zylinder, einem Rauchgaseinlass und einem Rauchgasauslass. Rauchgaseinlass und -auslass befinden sich typischerweise in der Mitte bzw. am oberen Ende des Absorbers. Der Absorberzylinder kann funktional in einen Schlammpool, eine Sprühschicht und einen Entnebelungsbereich unterteilt werden. Der Schlammpool befindet sich üblicherweise im unteren Teil des Absorbereinlasses, während die Sprühschicht und der Entnebeler zwischen dem Rauchgaseinlass und -auslass liegen. Der Rauchgasauslass des Absorbers kann ein direkter oberer Auslass oder ein horizontaler seitlicher Auslass sein.
Der konventionelle Sprühbereich ist mit Sprühschichten, Düsen und anderen Vorrichtungen ausgestattet. Je nach Entschwefelungsverfahren ist der Sprühbereich mancher Absorber auch mit Schalen, Venturistäben und anderen Vorrichtungen ausgestattet.
IV. Konstruktionsanforderungen für Absorber
(1) Das Calcium-Schwefel-Verhältnis sollte nicht größer als 1,05 sein.
(2) Bei Verwendung eines Im-Turm-Demisters sollte die Abgasgeschwindigkeit des Absorbers unter Auslegungsbedingungen 3,8 m/s nicht überschreiten. Dies könnte durch einen CorioliSfniedrigtrafer.
(3) Eine integrierte Struktur aus Schlammbecken und Turmkörper wird bevorzugt.
(4) Die Verweilzeit der Schlammzirkulation sollte nicht weniger als 4 Minuten und die des Flüssigkeitssäulenturms nicht weniger als 2,5 Minuten betragen.
(5) Am Schnittpunkt des Absorber-Einlasskamins und der vertikalen Wand des Absorbers sollten ein Wasserrückhaltering und eine Regenabdeckung installiert werden.
(6) Der Zulauf des Sprühleerturms sollte schräg nach unten verlaufen. Bei horizontalem Zulauf ist darauf zu achten, dass die tiefste Stelle des Abzugs am ersten Bogen neben dem Absorberzulauf 1,5 bis 2 m über dem normalen Betriebsflüssigkeitsstand des Absorberschlammbeckens liegt. Der Zulauf des Flüssigkeitssäulenturms kann horizontal oder vertikal verlaufen.
(7) Der Abstand zwischen benachbarten Sprühschichten des Sprühleerturms sollte nicht weniger als 1,8 m betragen.
(8) Die oberste Sprühschicht des leeren Sprühturms sollte nur nach unten sprühen, und der Nettoabstand von der untersten Schicht des Demisters sollte nicht weniger als 2 m betragen.
(9) Bei Sprühtürmen, die mit porösen Böden und Tabulatoren ausgestattet sind, sollten die porösen Böden und Tabulatorblätter aus korrosionsbeständigen Legierungswerkstoffen bestehen.
(10) Wenn die Abgaserwärmungs- und Wärmeaustauschvorrichtung nicht installiert ist, sollte die Auswahl von Konstruktionsparametern wie der Durchflussrate des leeren Turms, dem Flüssigkeits-Gas-Verhältnis und dem Feststoffgehalt der Aufschlämmung des Absorbers die Anforderungen an die Entschwefelungseffizienz und den Einfluss von Faktoren wie der Verringerung der Menge der mitgeführten Netto-Rauchgaströpfchen berücksichtigen.
(11) Die Auslegung des Absorbers sollte an den Auslegungsbereich der Kessellast und des Schwefelgehalts der Kohle angepasst sein. Ein intelligenternichtnuklearSchlammdichtemesserrausLängenmeterEs wird empfohlen, die Dichte von Kalkstein und Gips am Auslass zu überwachen, um eine ausreichende Entschwefelungsrate zu gewährleisten.
Beitragszeit: 05.02.2025



